Your Cart is Empty
Free Domestic Shipping!

At G.E., we take pride in offering top-notch engine sleeving services. Our meticulous process ensures that your engine block is prepared for the high demands of performance driving. Here's a breakdown of our basic engine sleeve process.
Before we start the sleeving process, we thoroughly inspect the engine block for any cracks or defects. If needed, the block is disassembled and hot-tanked to remove any contaminants. Once cleaned and inspected, the block is ready for the first step in the sleeving process.
Using our state-of-the-art CNC mills, we carefully machine out the old cylinders to make way for the new sleeves. Precision is key at this stage, as it sets the foundation for the entire process.
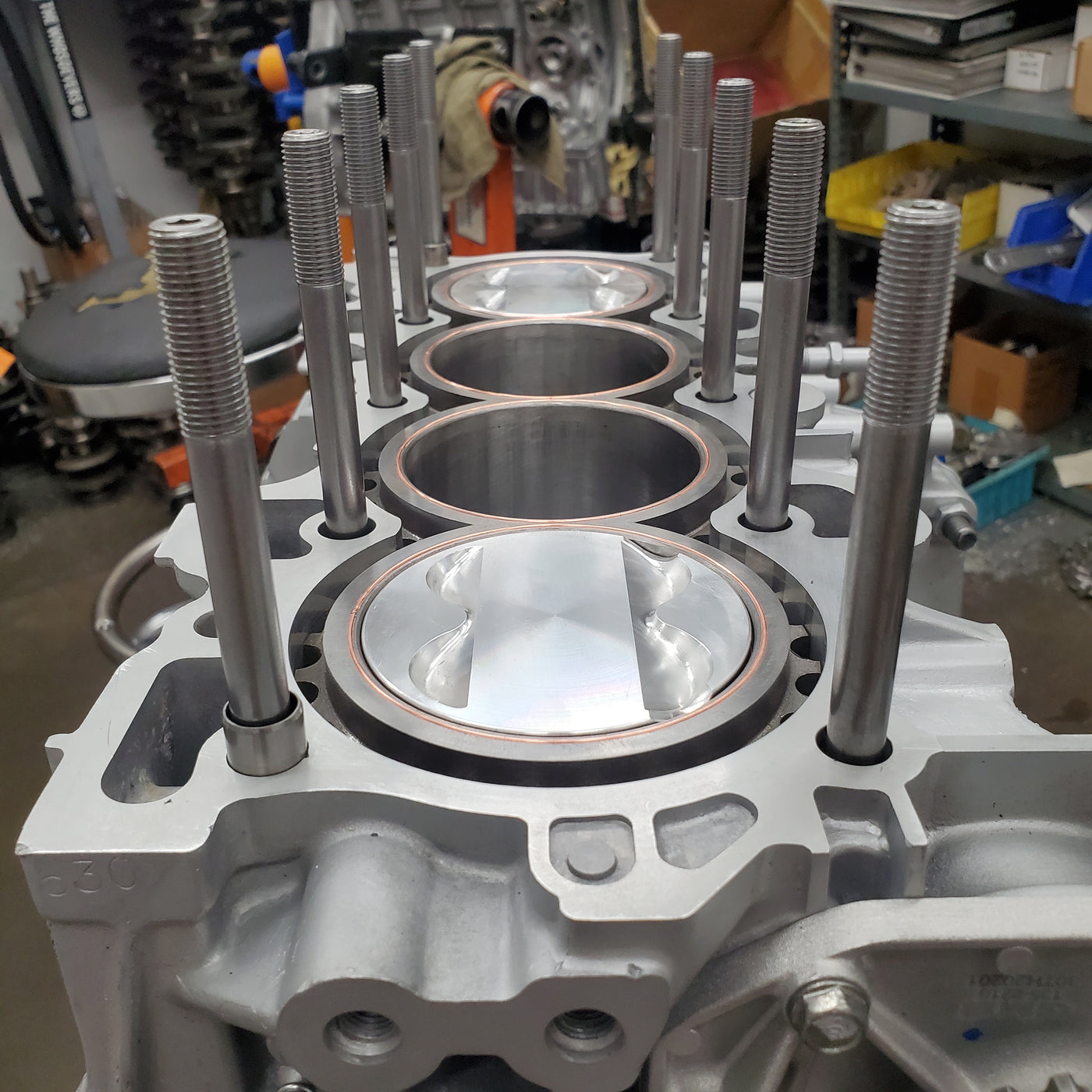
We use G.E. cylinders/sleeves, which are pre-machined to a bore slightly less than required. The sleeves are set to about 0.050 thousandths of an inch less than the final hone dimensions on our CNC lathes. This ensures a precise fit and allows for a strong surface after the final hone. We take our time to press the sleeves in with perfect tolerances, ensuring a secure and reliable fit.
After pressing in the new sleeves, we move on to the step deck process. Unlike a traditional flat deck, the step deck process involves leaving the cylinders 0.003" higher than the outer extremity of the engine deck surface. This slight step adds just enough pressure around the top circumference of the cylinders, helping to maintain a tighter seal between the block and the head as the head gasket is seated.
The average head gasket is constructed of multiple layers of steel with an average thickness of 0.027", which is more than enough to absorb the 0.003" step. The gasket effectively acts as a spring, allowing it to compress and create a strong seal. When combined with our "O" ring service, the step deck creates the perfect recipe for high-boost turbo applications, ensuring that your engine can handle the increased pressure.
Even in naturally aspirated builds with high-compression pistons, the step deck offers significant benefits, helping to maintain a tight seal and improve overall engine performance.
The block is then hot-tanked and cleaned again to remove any debris from the previous steps. Finally, the block is ready for the final hone. This step is crucial as it ensures the correct temperature and surface finish are achieved, providing a durable and strong engine block.
While our sleeving process does not stress the block's main assembly, some customers opt for ARP main studs or higher torque settings for OEM bolts. These modifications can cause clearance issues, which can be resolved with an align bore service. We highly recommend align bore service before each build, especially if the engine has been overheated or the main studs have been over-tightened.
At G.E., we don't rush through the sleeving process. We take the time to ensure each step is done with precision and care, resulting in a reliable and high-performing engine block. Whether you're running at high boost levels or just looking to upgrade your engine, our sleeving process is designed to meet your needs.
Vroom...Pshh!!!